TEMA 6: MEJORA CONTINUA
6.1 MÉTODO TAGUCHI.

El enfoque de
Taguchi destaca la importancia del control de la calidad Off Line y, por tanto,
de un diseño apropiado del producto y del proceso.
Este enfoque se basa más en aspectos relacionados con la infraestructura de la calidad que en aspectos relacionados con la filosofía de empresa y estadística.
Se utilizara fundamentalmente el diseño de experimentos como herramienta para fabricar productos más robustos y, por tanto, menos sensibles a los factores de ruido. Es decir, se reducen los efectos de la variabilidad sobre las características de la calidad del producto y del proceso.
Este enfoque se basa más en aspectos relacionados con la infraestructura de la calidad que en aspectos relacionados con la filosofía de empresa y estadística.
Se utilizara fundamentalmente el diseño de experimentos como herramienta para fabricar productos más robustos y, por tanto, menos sensibles a los factores de ruido. Es decir, se reducen los efectos de la variabilidad sobre las características de la calidad del producto y del proceso.
En una economía competitiva son necesarias una
mejora continuada de la calidad y una reducción de los costos. Este punto marca
una diferencia fundamental entre las políticas de Japón y Estados Unidos,
puesto que las compañías americanas buscan fundamentalmente la nueva tecnología
y la innovación (métodos para la mejora del proceso y el producto), mientras
que las compañías japonesas enfocan sus objetivos a una mejora gradual,
empleando el diseño de experimentos para determinar los parámetros que permiten
reducir los costos y mejorar la calidad.
Se distinguen:
Tres tipos de costos:
Taguchi (1986) establece dos etapas en el control
de la calidad On Line:
Métodos de control de la calidad del producto.
A continuación se describen las etapas señaladas en
la metodología de Taguchi para el control de la calidad.
Calidad Off Line
 En la etapa (I) la selección inicial de
materiales y de tecnología para el proceso de manufacturación es realizada en
esta fase. El principal objetivo en esta etapa es conseguir la mejor
tecnología disponible para cubrir las necesidades del cliente al costo más bajo
posible.
En la etapa (I) la selección inicial de
materiales y de tecnología para el proceso de manufacturación es realizada en
esta fase. El principal objetivo en esta etapa es conseguir la mejor
tecnología disponible para cubrir las necesidades del cliente al costo más bajo
posible.
El siguiente paso es el diseño de los parámetros, el objetivo aquí
es minimizar los costos de manufacturación y de la vida del producto mediante
minimización de la variación en la ejecución.
En esta etapa de diseño de los parámetros el objetivo aquí es la selección de niveles de los factores controlables que
permiten minimizar los efectos de los factores de ruido, haciendo el producto
robusto frente a dichos factores.
Finalmente, en el diseño de las tolerancias, se
establecen las tolerancias para los parámetros del proceso, identificadas como
críticas en el diseño durante el diseño de los parámetros. Si el diseño de los
parámetros del proceso o del producto se ha realizado pobremente, es necesario,
quizás, realizar un reajuste de tolerancias, o bien considerar materiales de
elevado costo o equipos de alta calidad, lo que produce un incremento de los
costos de manufacturación.
Calidad On Line
En la metodología de Taguchi se distinguen tres
vías para el control de la calidad On Line:
Diagnóstico y ajuste del proceso: El
proceso es examinado en intervalos regulares de tiempo; ajustes y correcciones
son efectuados según las necesidades que surgen.
Predicción y corrección: Un
parámetro cuantitativo o numérico del proceso se mide en intervalos regulares
de tiempo. Los datos son utilizados para proyectar tendencias en el proceso. En
el caso en que el proceso se encuentra demasiado alejado de los valores
umbrales o nominales, el proceso es reajustado para corregir la situación.
Este método se conoce con el nombre de control
feedback o feedforward.
Medición y acción: Consiste
en el control de la calidad mediante inspección. Cada unidad manufacturada es
inspeccionada. Las unidades defectuosas son reparadas o eliminadas. Este
procedimiento de control de la calidad es el más caro, puesto que no previene
defectos ni tampoco identifica todas las unidades defectuosas.
Relaciones con los clientes: Servicios a clientes
pueden ofrecer la reparación o el reemplazamiento de productos defectuosos, o
bien la compensación de pérdidas.
- Se puede actuar sobre los tres tipos de factores de ruido que se consideran en la Metodología Taguchi, es decir, factores de ruido externo, interno y unidad a unidad, en diferentes etapas del proceso, no solo en el diseño de los parámetros asociado al control de la calidad Off Line.
6.2 FUNCIÓN DE PÉRDIDA
DE LA CALIDAD
La calidad del producto ha sido medida usualmente
mediante comparación de características críticas del producto con
especificaciones de fabricación establecidas para el producto.
- El objetivo final es reducir la variabilidad del proceso y conseguir que las características de la calidad se encuentren lo más cercanas posibles a los valores umbrales.
- Las especificaciones en el proceso de fabricación suelen venir dadas en términos de la cantidad de variabilidad que puede ser tolerada en las características del producto y del proceso. Normalmente suelen ser expresadas en términos de: Un valor estándar o umbral.
- Límites de tolerancia bilaterales (naturales o especificados). Valores umbrales con un rango de tolerancia (natural o especificado). Límites de tolerancia unilaterales (superiores o inferiores). Según nos alejamos del valor
FUNCIÓN
DE PÉRDIDA DE LA CALIDAD
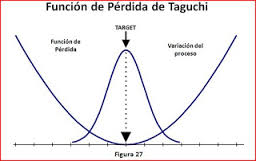
La función de perdida de la calidad, comúnmente
llamada función de perdida de Taguchi (por su creador Genichi Taguchi, en la
segunda mitad del siglo .XX), es una herramienta de cálculo usada en ingeniería
para el control de calidad. Esta herramienta sirve para evaluar de forma
numérica la “pérdida de calidad” en un proyecto, producto o servicio, con
respecto a su nivel de calidad óptimo.
La idea fundamental de las metodologías creadas por Genichi Taguchi es poder diseñar
y fabricar productos en poco tiempo con alta calidad, evitando tener que usar
el método de prueba y error, que es más caro y lento.
Para conseguir estas mejoras, se intentan optimizar los diseños de los productos y de los procesos de fabricación a través de la ingeniería de calidad y la estadística.
Para conseguir estas mejoras, se intentan optimizar los diseños de los productos y de los procesos de fabricación a través de la ingeniería de calidad y la estadística.
La función de pérdida de la calidad de Taguchi nos
ofrece una forma de calcular la “pérdida de calidad” que sufre un aspecto
analizado con respecto al objetivo de calidad que le hayamos fijado al mismo.
Esto significa, que para una característica fijada en nuestro producto o proceso, la función de pérdida nos dirá cuándo nos estamos alejando de nuestro objetivo.
Esto significa, que para una característica fijada en nuestro producto o proceso, la función de pérdida nos dirá cuándo nos estamos alejando de nuestro objetivo.
La función de perdida es la siguiente:
L = K * (Y – M)^2
Donde…
L:es el resultado de la función, medido generalmente en unidades monetarias.
Y: es el valor ideal de la característica analizada (nuestro objetivo a alcanzar para ese parámetro).
L:es el resultado de la función, medido generalmente en unidades monetarias.
Y: es el valor ideal de la característica analizada (nuestro objetivo a alcanzar para ese parámetro).
M: es la media de valores obtenidos de la
característica analizada en la situación real.
K: es una constante que se encarga de
convertir (Y – M)^2 a unidades monetarias.
- Por lo tanto, si para una característica analizada, el valor L es de cero, significará que la calidad obtenida es la calidad deseada (nuestro objetivo). Si L es mayor que cero, entonces significa que nos estamos alejando del objetivo.
En el diseño y fabricación de un producto
todos los parámetros de este y de su proceso de fabricación deben estar controlados.
- Una desviación en estos parámetros supone una pérdida en la calidad, por ello debemos manejarnos en unos rangos donde el producto sea válido, es decir, poder fluctuar en rangos de acción donde dentro de los mismos el producto cumpla las características que se especifican. Para ello, puede ser importante definir cuáles son los parámetros clave donde se pueden dar con mayor facilidad las pérdidas de calidad, y tener más controlados estos parámetros clave.
PARA TAGUCHI, LA PÉRDIDA INCLUYE:
Los costos incurridos por no cumplir el producto
con las expectativas del cliente los costos por no cumplir el producto con las
características de funcionamiento, y los costos causados por los efectos
peligrosos secundarios causados por el producto.
PARA TAGUCHI, LA PÉRDIDA DE LA SOCIEDAD
INCLUYE;
- Los costos incurridos por no cumplir el producto con las expectativas del cliente.
- Los costos por no cumplir el producto con las características de funcionamiento, y
- Los costos causados por los efectos peligrosos secundarios causados por el producto.
- En las empresas de manufactura, la Función de Pérdida también se puede aplicar en el "cumplimiento de las especificaciones" de un producto.
EL OBJETIVO DE LA FUNCIÓN DE PÉRDIDA DEL
DR. TAGUCHI
Es evaluar cuantitativamente la pérdida de calidad debido
a variaciones funcionales.
Para cada característica de calidad existe una
función que define la relación entre la pérdida económica y la desviación de la
característica de calidad de su valor meta.
ES IMPORTANTE RECORDAR.
- La pérdida de calidad resulta en la inspección del consumidor.
- La pérdida de calidad se relaciona con las características del producto.
- La pérdida de calidad es una pérdida financiera.
- La función de perdida es una herramienta excelente para evaluar la perdida en la etapa inicial del desarrollo de productos y procesos.
Según este modelo, la pérdida es causada por la variabilidad de la característica estudiada y por el sesgo. Por tanto, para reducir la pérdida se debe actuar sobre la variabilidad del proceso y sobre la desviación del valor medio de la característica de la calidad estudiada respecto al valor nominal. Este argumento será utilizado también, en la próxima sección, para justificar el uso de la razón señal- ruido en la fase de diseñó de los parámetros.
6.3 MODELO KAIZEN

La palabra Kaizen proviene de la unión de dos
vocablos japoneses: KAI que significa cambio y ZEN que quiere decir bueno
o bondad. Analizando ambos significados conjuntamente podemos empezar a deducir
cual es el núcleo de esta filosofía, el espíritu de la: MEJORA CONTINUA.
Tal como lo describe Massaki Imai “Kaizen significa
mejoramiento continuo que involucra a todos, tanto a gerentes como a
trabajadores”.
- Kaizen es una filosofía, una manera de pensar y se basa en ciertas herramientas o prácticas administrativas que se creían exclusivamente japonesas y que han alcanzado fama mundial. Esta filosofía nos dice que nuestra forma de vida sea laboral, social o familiar, debe y merece ser mejorada constantemente.
- Significa un esfuerzo constante, no sólo para mantener los estándares, sino para mejorarlos. Requiere de los esfuerzos de todos y se interesa más en el proceso que en el resultado.
El modelo Kaizen plantea entonces que para analizar
los problemas de una organización no se debe ver el nivel de producción pues
ese es solo una medida y lo que importa es el proceso.
El modelo occidental, en la generalidad, se fija únicamente en la evaluación de resultados lo que limita su competitividad y su capacidad para mejorar continuamente.
Cuando el Kaizen es parte de la cultura de la organización, se espera que ocurra por lo menos en bases diarias de todos los empleados.
Las mejoras no son esperadas como cambios masivos, sino por pequeñas y frecuentes ideas que son impulsadas.
El modelo occidental, en la generalidad, se fija únicamente en la evaluación de resultados lo que limita su competitividad y su capacidad para mejorar continuamente.
Cuando el Kaizen es parte de la cultura de la organización, se espera que ocurra por lo menos en bases diarias de todos los empleados.
Las mejoras no son esperadas como cambios masivos, sino por pequeñas y frecuentes ideas que son impulsadas.
Se hace uso de una serie de sistemas,
técnicas, metodologías y herramientas destinadas a lograr cada día mejorar las
distintas acciones.
Para Kaizen la administración establece el
Procedimiento Estándar de Operación (PEO): políticas, reglas, directrices,
procedimientos y disciplina; luego toda la organización sigue el PEO formulado.
EL
KAIZEN Y LA INNOVACIÓN.
Kaizen significa mejoras pequeñas realizadas en el
“status quo” como resultado de los esfuerzos progresivos.
La Innovación implica una mejora drástica en el
“status quo” como resultado de una inversión más grande en nueva tecnología y
(o) equipo.
Habiendo dos enfoques de progreso el gradual y el
salto hacia delante, Kaizen es de tipo gradual, mientras que el modelo
occidental privilegia la innovación como método de salto hacia delante.
El proceso de innovación occidental tiende a ser
como una escalera que genera mejoras progresivas de manera esporádica, pero que
sin un esfuerzo constante de mantención el progreso logrado declina con el
tiempo.
El proceso de Kaizen considera un esfuerzo
constante para generar una mejora continua en una suma de pequeños logros.
6.4 LAS 9´S

1.-SEIRI. (Clasificación)
 “Distinguir lo que es necesario de lo que no lo es,
desechando lo sobrante e identificando lo útil”. Otra buena práctica sería,
colocar en un lugar determinado todo aquello que va ser descartado. Y el último
punto importante es el de la clasificación de residuos. Generamos residuos de
muy diversa naturales: papel, plásticos, metales, etc.
“Distinguir lo que es necesario de lo que no lo es,
desechando lo sobrante e identificando lo útil”. Otra buena práctica sería,
colocar en un lugar determinado todo aquello que va ser descartado. Y el último
punto importante es el de la clasificación de residuos. Generamos residuos de
muy diversa naturales: papel, plásticos, metales, etc.
De los que el costo o incomodidad de
tenerlos almacenados sea más alto que el de volverlo adquirir. Pueden existir
artículos en buenas condiciones, pero
innecesario.
Lugares
donde se encuentran cosas que nadie usa o necesita.
- Repisas y casilleros.
- Pasillos y esquinas.
- Piezas y trabajo en proceso.
- Herramientas, guías e instrumentos de medición.
- Bajo las escaleras y pilares.
- Paredes y pizarrón de nota
2.- SEITON. (Ordenar)

“Mantener las cosas necesarias en forma: ordenada,
identificadas y de fácil acceso, es decir, eliminar la búsqueda de las cosas”.
El orden se establece de acuerdo a los criterios racionales, de tal forma que
cualquier elemento esté localizable en todo momento. Cada cosa debe tener un
único, y exclusivo lugar donde debe encontrarse antes de su uso, y después de
utilizarlo debe volver a él.
El orden se lleva a cabo mediante la
identificación de un elemento, herramienta un objeto a través de un código,
número o algo característico de tal forma que sea fácil de localizar.
El orden puede realizarse a través de:
El orden puede realizarse a través de:
- Ordenar los artículos usando claves alfanuméricas.
- Determinar los lugares de almacenamiento por periodos de utilización.
- Por características: tamaño, color, función,
- Combinación de métodos.
- Por: función, producto o proceso. Durante este proceso, no te olvides de: Resaltar y colocar marcas. Reducir exhibidores y repisas.
- Eliminar alambres y conductos visibles.
- Colocar las herramientas en el lugar en que se pueden tomar inmediatamente.
- Definir espacios y contenedores especiales.
- Colocar ayudas visibles (letreros, indicaciones
3.- SEISO. (Limpieza)

Establecer métodos para mantener limpio el lugar de trabajo.
Mantener permanentemente condiciones adecuadas de aseo e higiene, lo cual no sólo es responsabilidad de la organización sino que depende de la actitud de los empleados. La limpieza la debemos hacer todos. Es importante que cada uno tenga asignada una pequeña zona de su lugar de trabajo que deberá tener siempre limpia bajo su responsabilidad. No debe haber ninguna parte de la empresa sin asignar. Si las persona no asumen este compromiso la limpieza nunca será real.
Establecer métodos para mantener limpio el lugar de trabajo.
Mantener permanentemente condiciones adecuadas de aseo e higiene, lo cual no sólo es responsabilidad de la organización sino que depende de la actitud de los empleados. La limpieza la debemos hacer todos. Es importante que cada uno tenga asignada una pequeña zona de su lugar de trabajo que deberá tener siempre limpia bajo su responsabilidad. No debe haber ninguna parte de la empresa sin asignar. Si las persona no asumen este compromiso la limpieza nunca será real.
Estrategia de limpieza en 4 pasos:
- Aspirar el polvo del techo.
- Limpiar el piso.
- Quitar los residuos y el moho.
- Pintar. Para reforzar la limpieza:
- Pasar un trapo sobre las herramientas.
- Sacar polvo y la suciedad.
- Tener un programa de limpieza.
4.- SEIKETSU.
Control visual (también con otras variantes como estandarizar) “-Estandarizar:

Establecer patrones y métodos que sean fáciles de
seguir y permitan hacerlo más sencillo. -Control Visual: Revelar desperfectos a
través de la estandarización de las actividades de las 5S.” Es una forma
empírica de distinguir una situación normal de una anormal, con normas visuales
para todos y establece mecanismos de actuación para reconducir el problema.
Para comenzar, preguntémonos:
- ¿Cuáles son los puntos de inspección cruciales?
- ¿Qué es lo que se considera como un desperfecto?
- ¿Se puede notar el desperfecto?
- ¿Qué tipo de acciones son necesarias? Procedimiento:
5.- SHITSUKE. (Disciplina)

“Establecer mecanismos para hacerlo un hábito”.
Cada empleado debe mantener como hábito la puesta en práctica de los
procedimientos correctos. Sea cual sea la situación se debe tener en cuenta que
para cada caso debe existir un procedimiento.
Preguntas clave:.
- ¿Se cuenta con una inspección de vida cotidiana?
- ¿Se ejecutan los reportes de órdenes de trabajo adecuadamente y en el tiempo correcto?
- ¿Se viste correctamente la indumentaria de protección?
6.- SHIKARI. (Constancia)

Voluntad para hacer las cosas y permanecer en ellas sin cambios de actitud, lo que constituye una combinación excelente para lograr el cumplimiento de las metas propuestas. Procedimiento · Planifique y controle permanentemente sus trabajos. · Haga de la limpieza, el orden y la puntualidad una constante en su vida. Ventajas 1. Se disminuye la cantidad de tiempo perdido, si la voluntad para hacer las cosas se acompaña de motivación de los beneficios de la meta

Voluntad para hacer las cosas y permanecer en ellas sin cambios de actitud, lo que constituye una combinación excelente para lograr el cumplimiento de las metas propuestas. Procedimiento · Planifique y controle permanentemente sus trabajos. · Haga de la limpieza, el orden y la puntualidad una constante en su vida. Ventajas 1. Se disminuye la cantidad de tiempo perdido, si la voluntad para hacer las cosas se acompaña de motivación de los beneficios de la meta
7.-
SHITSUKOKU. (Compromiso)
 Es la adhesión firme a los propósitos que se han
hecho; es una adhesión que nace del convencimiento que se traduce en el
entusiasmo día a día por el trabajo a realizar. Un compromiso que debe permear
a todos los niveles de la empresa y que debe utilizar el ejemplo como la mejor
formación. Procedimiento. Se debe llevar a cabo con disciplina aplicada de los
dirigentes hacia sus subordinados.
Es la adhesión firme a los propósitos que se han
hecho; es una adhesión que nace del convencimiento que se traduce en el
entusiasmo día a día por el trabajo a realizar. Un compromiso que debe permear
a todos los niveles de la empresa y que debe utilizar el ejemplo como la mejor
formación. Procedimiento. Se debe llevar a cabo con disciplina aplicada de los
dirigentes hacia sus subordinados.
Las
políticas empresariales deben imponerse con seriedad para que el empleado se
sienta con una gran responsabilidad de llevar a cabo su trabajo. Ventajas 1. El
proyecto se llevará a cabo en el tiempo estimado sin pérdidas.
8.-
SEISHOO. (Coordinación)
 Una forma de trabajar en común, al mismo ritmo que
los demás y caminando hacia unos mismos objetivos. Esta manera de trabajar sólo
se logra con tiempo y dedicación. Procedimiento · Mantener buena
comunicación de los avances como las demoras en tiempo. · Realizar
mayor énfasis en la etapa menos desarrollada. Ventajas 1. Permite un ambiente
de trabajo equilibrado, con mismos objetivos y metas.
Una forma de trabajar en común, al mismo ritmo que
los demás y caminando hacia unos mismos objetivos. Esta manera de trabajar sólo
se logra con tiempo y dedicación. Procedimiento · Mantener buena
comunicación de los avances como las demoras en tiempo. · Realizar
mayor énfasis en la etapa menos desarrollada. Ventajas 1. Permite un ambiente
de trabajo equilibrado, con mismos objetivos y metas.

9.-
SEIDO. (Estandarización)
 Permite regular y normalizar aquellos cambios que
se consideren benéficos para la empresa y se realiza a través de normas,
reglamentos o procedimientos. Éstos señalan cómo se deben hacer las actividades
que contribuyan a mantener un ambiente adecuado de trabajo.
Permite regular y normalizar aquellos cambios que
se consideren benéficos para la empresa y se realiza a través de normas,
reglamentos o procedimientos. Éstos señalan cómo se deben hacer las actividades
que contribuyan a mantener un ambiente adecuado de trabajo.
6.5
APLICACIÓN

La aplicación de cada uno de estos métodos es de gran importancia ya que permite a las empresas ser más competitivas y a
obtener mayores benéficos tanto para los trabajadores y los dueños mismos.
- El éxito del Kaizen en las organizaciones se relaciona directamente con el pensamiento y cultura de la organización. Las ideas originales para el kaizen, comenzaron en Japón. Ahora, la idea de que las mejoras es continua, es tan intrínseco dentro de la sociedad japonesa que se ha convertido en un modo de vida. Las mejoras Kaizen son parte normal de difusión, en cada conversación y hasta en los libros de los niños. Kaizen o mejoramiento, es un modo de pensar y reaccionar tanto dentro como fuera del ambiente de trabajo. El tipo de pensamiento ha estado firmemente implantado no solo en los ambientes de trabajo japoneses, sino que también en la sociedad japonesa.
- En contraste, con la responsabilidad para mejorar en plantas manufactureras tradicionales por lo regular recae con seguridad en la administración, no con la fuerza de trabajo entera. En general, los administradores asumen la responsabilidad para las mejoras; ellos no piensan acerca del involucramiento de otros empleados en sus procesos de mejora.
FUENTES CONSULTADAS:
LIBRO: Administración de la calidad total.
Autor:Edmundo Guajardo Garza.
Tema: Conceptos y enseñanzas de los grandes maestros de la Calidad.
Editorial: Pax. Página 176.
Libro: Planificación para la calidad
Autor: Mercedes Gonzáles Vallester
Editoria: Diaz Santos
SITIOS WEB:
Página: Scribd
Tema: Mejora continua
Retomado de: https://es.scribd.com/document/332406790/Unidad-6-Mejora-Continua
INTEGRANTES DEL EQUIPO # 2
- LUNA MOSSO PEDRO
- PEREZ BAUTISTA JAVIER
- RAMÍREZ RAMÍREZ GERMAN
- ROJAS ALONSO COLUMBA
- TEODORO TREJO YENNY MAGALY



